|
|
新聞詳情
球墨鑄鐵件無(wú)冒口鑄造工藝研究297
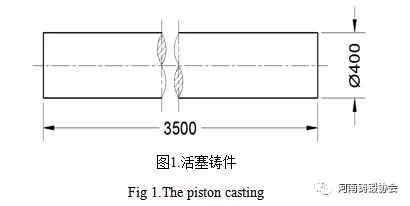
發(fā)表時(shí)間:2019-08-28 10:18 球墨鑄鐵件無(wú)冒口鑄造工藝研究 李宏興 王立波 河南旭銳合金新材料制造有限公司 河南 安陽(yáng) 455141 摘要:研究了生產(chǎn)實(shí)際中的不同模數(shù)和不同形狀的球墨鑄鐵件,不能滿足傳統(tǒng)理論無(wú)冒口鑄造條件的鑄件用無(wú)冒口工藝卻生產(chǎn)出了比有冒口工藝更優(yōu)質(zhì)的鑄件;滿足傳統(tǒng)理論無(wú)冒口鑄造條件的鑄件用無(wú)冒口工藝卻生產(chǎn)不出來(lái)質(zhì)量合格的鑄件,反而必須設(shè)置冒口補(bǔ)縮。球墨鑄鐵件的澆冒口設(shè)計(jì)必須一件一藝,是否能用無(wú)冒口鑄造工藝,應(yīng)看該鑄件的石墨化膨脹能否被有效利用于補(bǔ)縮,人為創(chuàng)造條件有可能達(dá)到這個(gè)目的。 關(guān)鍵詞:無(wú)冒口;球墨鑄鐵;鑄件;工藝;收縮 球墨鑄鐵鐵液澆入型腔后,凝固特性比較復(fù)雜,主要特征是:① 凝固溫度范圍寬,以糊狀凝固方式凝固,凝固與結(jié)晶不是從表面開(kāi)始,而是在整個(gè)截面上幾乎同時(shí)形核與生長(zhǎng),形成液、固相同時(shí)存在的糊狀混合物,很難使鑄件實(shí)現(xiàn)順序凝固。② 共晶轉(zhuǎn)變過(guò)程中石墨的析出導(dǎo)致體積膨脹。③ 內(nèi)部液體未凝固前,表面不結(jié)殼,其形成堅(jiān)硬外殼的時(shí)間遠(yuǎn)大于灰鑄鐵件;凝固過(guò)程中,鑄件外部一直是一層軟殼,石墨化膨脹時(shí),膨脹力直接傳至鑄型,使鑄型發(fā)生型壁運(yùn)動(dòng),常使型壁外移導(dǎo)致鑄件產(chǎn)生縮松。④ 球墨鑄鐵較灰鑄鐵奧氏體含碳量高,共晶凝固時(shí)析出的石墨量較少,在碳當(dāng)量、冷卻速度相同的情況下,共晶凝固時(shí)的體積收縮會(huì)略大于灰鑄鐵。 由于高端裝備所用球墨鑄鐵件要求非常嚴(yán)格,所以,球墨鑄鐵件的鑄造工藝技術(shù)也很復(fù)雜。從理論上說(shuō)[1],含碳量3.6%的球墨鑄鐵鐵水,1360℃澆注,一般情況下鐵液溫度每下降100℃,體積收縮1.5%,到共晶溫度1150℃,該鐵液的液態(tài)收縮約3.15%,凝固收縮約3.3%,合計(jì)總收縮6.45%。在共晶溫度附近,奧氏體的密度約為7.3g/cm3,石墨的密度約為2.15g/cm3。鑄件凝固過(guò)程中,石墨的析出會(huì)導(dǎo)致系統(tǒng)的體積膨脹,每析出1%的石墨會(huì)發(fā)生3.4%的體積膨脹量,只需要6.45÷3.4=1.9%的石墨析出就會(huì)產(chǎn)生6.45%的體積膨脹量,足 夠彌補(bǔ)收縮量;實(shí)際析出的石墨量不止1.9%,總的膨脹大于收縮,只要石墨析出膨脹量能夠完全用于彌補(bǔ)收縮,則工藝設(shè)計(jì)就不需要補(bǔ)縮冒口。然而,實(shí)際情況并非如此簡(jiǎn)單。本文通過(guò)生產(chǎn)實(shí)例說(shuō)明,球墨鑄鐵件無(wú)冒口鑄造工藝并沒(méi)有固定的前提條件,不同的生產(chǎn)條件和鑄件,即使鑄件模數(shù)等滿足無(wú)冒口鑄造的條件,無(wú)冒口鑄造工藝也不一定能夠成功,反之,即使鑄件模數(shù)等不滿足無(wú)冒口鑄造的條件,可能無(wú)冒口鑄造卻是達(dá)到鑄件質(zhì)量要求的**工藝。不同鑄件和不同的生產(chǎn)條件,應(yīng)該量體裁衣,一件一藝。 1、船用活塞 從直徑?300mm~?800mm是一個(gè)系列產(chǎn)品,材質(zhì)QT500-7,所有的活塞形狀就是一個(gè)實(shí)心圓柱體,鑄件的模數(shù)都大于2.5,如下圖1所示的規(guī)格,鑄件的毛坯就是一個(gè)直徑?400mm高度3500mm的圓柱體,鑄件重量3190kg,圖示活塞模數(shù)Mc=9.46cm,全部用鑄鐵金屬型鑄造,低溫澆注,無(wú)論鑄件參數(shù)還是生產(chǎn)工藝條件都滿足資料[2][3]所述的球墨鑄鐵件無(wú)冒口鑄造工藝條件,這些條件是:① 鐵水冶金質(zhì)量好;② 鑄件平均模數(shù)Mc>2.5cm;③ 高強(qiáng)度、高剛度的鑄型;④ 低溫快澆;⑤ 扁平內(nèi)澆道分散引入鐵液;⑥ 設(shè)置明出氣孔。開(kāi)始試生產(chǎn)時(shí),認(rèn)為鑄件模數(shù)較大,Mc>2.5cm,金屬型不僅是堅(jiān)硬無(wú)退讓性的鑄型,而且冷卻速度快,又是1350℃以下的低溫澆注,由于鑄件重要,原輔材料都是精選的,中頻電爐熔煉鐵水,鐵水球化處理前還進(jìn)行預(yù)處理,完全達(dá)到無(wú)冒口鑄造的條件,所以沒(méi)有設(shè)置冒口。結(jié)果鑄件上端內(nèi)部產(chǎn)生縮松。后來(lái)給鑄件上端設(shè)置大冒口,結(jié)果鑄件內(nèi)部沒(méi)有縮松缺陷。所以,這種產(chǎn)品的定型工藝都是上端設(shè)置大冒口。這個(gè)鑄件形狀較簡(jiǎn)單,高徑比很大,按照傳統(tǒng)的理論設(shè)計(jì)工藝不適宜。這樣的鑄件,不僅要用厚壁金屬型,提高鐵水冷卻速度,還要用大冒口強(qiáng)力補(bǔ)縮,同時(shí),鑄件頂部完全是冒口,澆注時(shí)型腔內(nèi)的渣子和氣體可以充分排出到冒口之中,從而保證了這種高技術(shù)要求鑄件的質(zhì)量。這個(gè)鑄件的生產(chǎn)實(shí)踐說(shuō)明,厚壁大件即使?jié)M足傳統(tǒng)理論所述的無(wú)冒口鑄造條件,無(wú)冒口鑄造工藝也不一定適用。鑄件某一方向尺寸較大,鑄件在凝固過(guò)程中即是同時(shí)發(fā)生收縮和膨脹,膨脹的作用不一定能夠達(dá)到正在收縮而需要補(bǔ)縮的部位。石墨析出的膨脹力已經(jīng)釋放,后期凝固收縮時(shí)得不到其它部位的補(bǔ)縮,就需要靠冒口來(lái)提供補(bǔ)縮,否則,鑄件內(nèi)部就會(huì)產(chǎn)生收縮缺陷。
材質(zhì)牌號(hào)QT550-5,尺寸長(zhǎng)×寬×高=860mm×800mm×40mm,重量200kg,Mc=1.82cm, 不滿足資料[2]
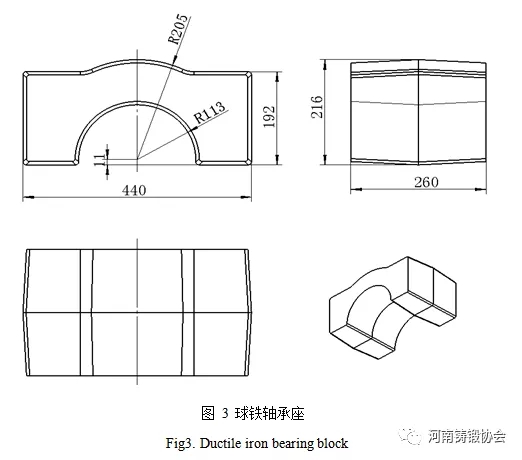
3、軸承座 出口風(fēng)電鑄件,材質(zhì)QT400-18AL,毛坯重量113kg,如下圖3,鑄件模數(shù)Mc=3.3cm,大于2.5cm,1350℃以下的低溫澆注,中頻電爐熔煉鐵水,精選爐料,鐵水球化處理前還進(jìn)行預(yù)處理,呋喃樹(shù)脂砂造型,滿足資料[2]
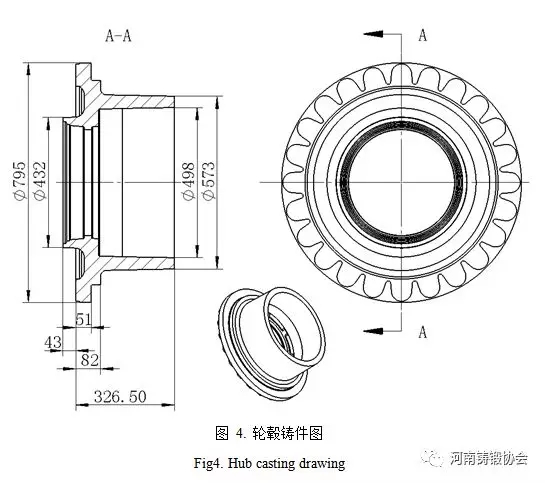
材質(zhì)牌號(hào)QT450-10,鑄件重量290kg,如下圖4所示,鑄件模數(shù)Mc=1.3cm,小于2.5cm,呋喃樹(shù)脂砂造型,不滿足資料[2]
資料[5]提到球墨鑄鐵曲軸無(wú)冒口鑄造成功的例子,曲軸鑄件模數(shù)1.75cm,小于2.5cm,作者在文中明確說(shuō)明,依靠大量的外冷鐵,約占鑄件重量的 60%,同時(shí)依靠澆注系統(tǒng)提供補(bǔ)縮。資料[6][7][8]介紹的大型厚壁球墨鑄鐵件無(wú)冒口鑄造的成功案例,其實(shí)采用了熱側(cè)冒口,依靠頂注式的澆注系統(tǒng)和小型熱側(cè)冒口提供補(bǔ)縮。資料[9]所述的大型厚壁球墨鑄鐵件,將大冒口改為了小冒口,增加了大量的外冷鐵,提高了鑄件質(zhì)量和合格率,但仍然需要小冒口提供補(bǔ)縮。 6、球鐵件無(wú)冒口鑄造的必要條件 球墨鑄鐵凝固時(shí)的石墨析出使體積膨脹,究竟是減小縮孔縮松還是加大了縮孔縮松,視其鑄型性質(zhì)而定。使用剛性差的鑄型導(dǎo)致縮孔縮松體積增加,使用剛性好的鑄型則可以起補(bǔ)縮作用,至于石墨膨脹可否完全消除縮孔縮松,應(yīng)該看液態(tài)收縮量和凝固收縮量?jī)身?xiàng)之和與石墨膨脹量誰(shuí)大誰(shuí)小,并且需要石墨膨脹量合理的利用于補(bǔ)縮。稀疏體鑄件、質(zhì)量周界商大的鑄件具有豐富的薄壁部分,能夠?qū)崿F(xiàn)收縮與膨脹的相互疊加,可以有效地利用石墨膨脹量彌補(bǔ)收縮。資料[4]論述球墨鑄鐵件無(wú)冒口鑄造的條件時(shí),增加了一條“鑄件的質(zhì)量周界商≥20/cm3”。本文上述的四個(gè)例子中,1和3的鑄件質(zhì)量周界商≤20/cm3,所以必須安放補(bǔ)縮冒口,2和4的鑄件質(zhì)量周界商≥20/cm3,所以可以實(shí)現(xiàn)無(wú)冒口鑄造。 7、結(jié)論 1)球墨鑄鐵件能否實(shí)現(xiàn)無(wú)冒口鑄造,需要綜合分析多種因素,不能只滿足理論條件, 2)即使球墨鑄鐵件本身的幾何條件不滿足無(wú)冒口鑄造的條件,但是可以人為的創(chuàng)造條件,如合理的外冷鐵和排氣片(冷筋冒口),相當(dāng)于鑄件結(jié)構(gòu)上有厚壁和薄壁的交叉存在,從而可以實(shí)現(xiàn)均衡凝固,達(dá)到無(wú)冒口鑄造。 3)即使球墨鑄鐵件本身的幾何條件滿足無(wú)冒口鑄造的條件,但是,鑄件結(jié)構(gòu)的特性,在澆注后不能實(shí)現(xiàn)膨脹和收縮的疊加,及析出石墨的膨脹作用不能夠有效彌補(bǔ)收縮,鑄件仍然需要設(shè)置補(bǔ)縮冒口,否則,就得不到內(nèi)部無(wú)缺陷的完全合格的鑄件。 4)有些球墨鑄鐵件無(wú)冒口鑄造的成功例子,其實(shí)就是澆注系統(tǒng)提供液態(tài)補(bǔ)縮[4]。 參考文獻(xiàn)(略) (文章轉(zhuǎn)自《2019河南省鑄鍛工業(yè)年會(huì)論文集》P.96~101) 上一篇:高密度造型線的型砂性能管理 下一篇:涂料最易產(chǎn)生的問(wèn)題及對(duì)應(yīng)措施
|